
鼎亞加工中心三菱M80快速進給速度的功能及目的
文章出處:
人氣:3706
發表時間:2019-03-29 03:42:48
鼎亞加工中心三菱M80快速進給速度的功能及目的
功能及目的:
可通過參數對各軸獨立設定進給速度。可設定的速度范圍在 1mm/min ~ 10000000mm/min 之間。但會根據機床規格
可通過參數對各軸獨立設定進給速度。可設定的速度范圍在 1mm/min ~ 10000000mm/min 之間。但會根據機床規格
限制上限速度。
關于進給速度的設定值,請參考機床規格書。
快速進給速度對 G00,G27,G28,G29,G30,G60 指令有效。
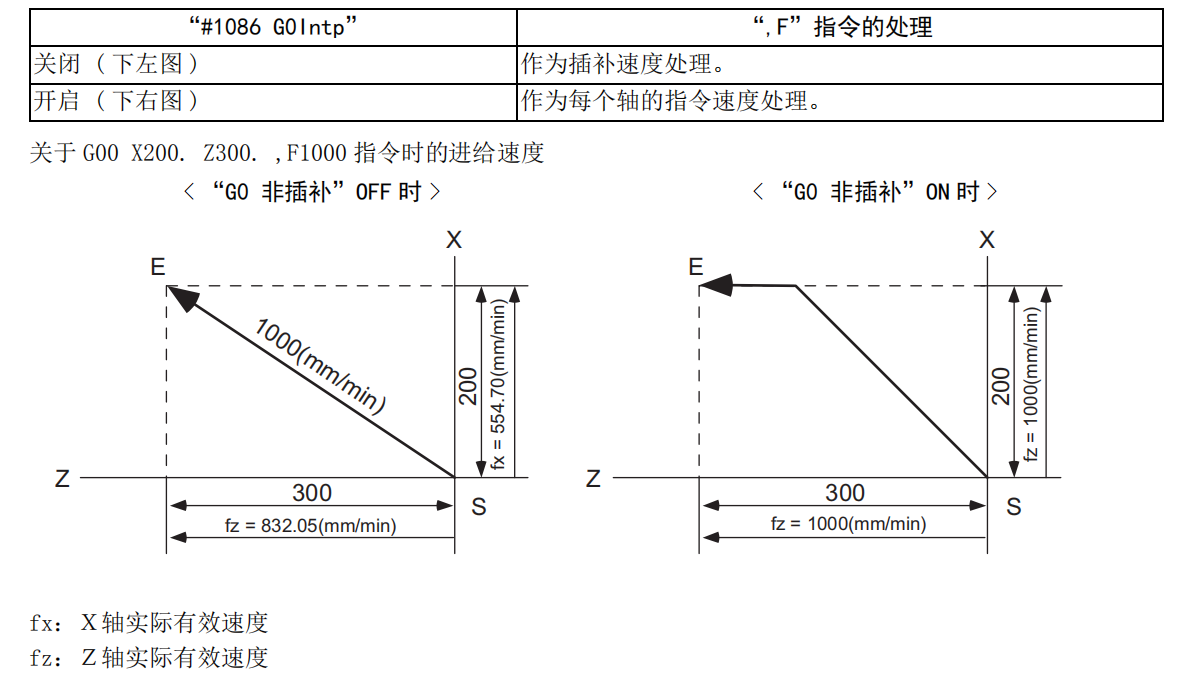
定位時的路徑分為從起點到終點以直線進行插補的插補性,和以各軸最高速度移動的非插補型,通過參數 “#1086
G0Intp”進行選擇。定位時的時間都相同。
在高精度控制、高速高精度控制Ⅰ、高速高精度控制Ⅱ、高速高精度控制Ⅲ、高精度樣條控制、SSS 控制中,設定
高精度控制模式用快速進給速度速度后,以此進給速度移動。
高精度控制模式用快速進給速度的設定值為 “0”時,以快速進給速度移動。
可對各軸獨立設定高精度控制模式用快速進給速度。
高精度控制模式用快速進給速度有效的 G 碼指令為 G00,G27,G28,G29,G30,G60。
高精度控制模式用快速進給速度有時可通過 PLC 信號設置倍率。(PLC 信號的動作由機床制造商的規格決定。)
( 注 ) 快速進給速度
可根據 PLC 輸入信號,可對手動和自動的快速進給設置倍率。分為兩種類型,根據 PLC 規格決定。
類型 1:設定 1%,25%,50%,100% 的 4 階段倍率。
類型 2:以 1% 為單位設定倍率,范圍從 0% 到 100%。
G00 進給速度指令 (,F 指令 ):
利用本功能,可指定 G00 ( 定位指令 ) 及 G00 模式中的軸進給速度。
可通過加工程序指定換刀或龍門的軸移動速度,以重物等的移動抑制機床振動。
進給速度以外的其它動作由 G00 規格決定。
指令格式:
G00 X_ Z_ (Y_) ,F1000; ... 以 ,F 指令速度進行快速進給
,F 指定 G00,G00 模式中的移動、鉆孔用固定與 G01 模式中的毎分進給 F 指令 (mm/min英制 / 公制切換對旋轉軸無效。
詳細說明:
指令格式:
G00 X_ Z_ (Y_) ,F1000; ... 以 ,F 指令速度進行快速進給
,F 指定 G00,G00 模式中的移動、鉆孔用固定與 G01 模式中的毎分進給 F 指令 (mm/min英制 / 公制切換對旋轉軸無效。
詳細說明:
(1) “,F”指令僅對指令程序段有效。
(2) G00,G27 ~ G30,G60,G00 模式中,在向鉆孔循環中的孔位置初始點移動的程序段以外的其它程序段,以及無
移動指令 ( 軸地址指令 ) 的程序段中指定了 “,F”時,“,F”將被忽略。
(3) 每轉進給 (G95) 模式中的 “,F”指令也為每分鐘進給。
(4) “,F”指令的動作因參數 “#1086 G0Intp”的狀態而異。
(5) 無 “,F”指令時,在軸規格參數中設定的快速進給速度有效。( 注 1)
(5) 無 “,F”指令時,在軸規格參數中設定的快速進給速度有效。( 注 1)
此文關鍵字:鼎亞加工中心,三菱加工中心






同類文章排行
- 850加工中心常見故障分析
- 鉆攻加工中心加工時發出異響的原因
- 10萬元的小型數控銑床有哪些?
- 立式加工中心主軸的拆卸與安裝
- 如何做好cnc加工中心的鑄件清理
- CNC加工中心直流側保險燒斷報警怎么處理
- CNC850加工中心的抗振性
- 鉆攻中心的電池有什么用?如何更換?
- 四軸加工中心的清洗步驟有哪些?
- 機床制造的哪些誤差對工件加工精度影響較大?