
高速加工中心加工時的毛刺去除秘訣
毛刺是加工過程中影響產品性能蕞主要的因素之一,特別是高端精密零部件,毛刺倍受關注。機械加工不可避免會產生一些毛刺,手工去毛刺受人員素質、技能水平等影響,質量不穩定,同時容易對重要面產生劃傷、磕碰等,影響產品質量。所以機械加工時應盡可能少產生、甚至不產生毛刺,這就有必要在零件出現毛刺前加以控制。筆者經過長期的實踐,總結出一些減少毛刺的方法。
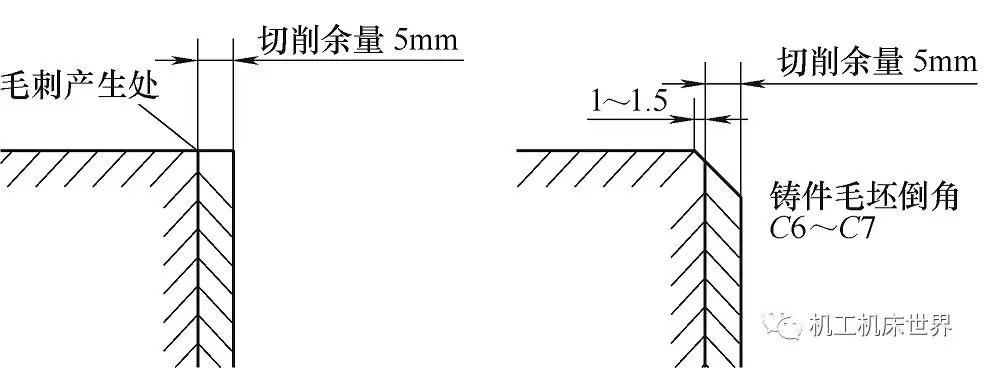
一、設計時在零件毛坯面增加倒角或圓角
在設計產品零件時,可根據零件結構和使用特點,在毛坯面上增加倒角或圓角,可有效地避免或減少毛刺的產生。如圖1所示,在加工工件端面時,會在兩平面的交點處產生毛刺。為減少毛刺的產生,在零件設計時增加C1~C1.5的倒角,進而零件毛坯設計時增加C6~C7的倒角。這樣改進后在加工圖示位置時便幾乎不再產生毛刺。
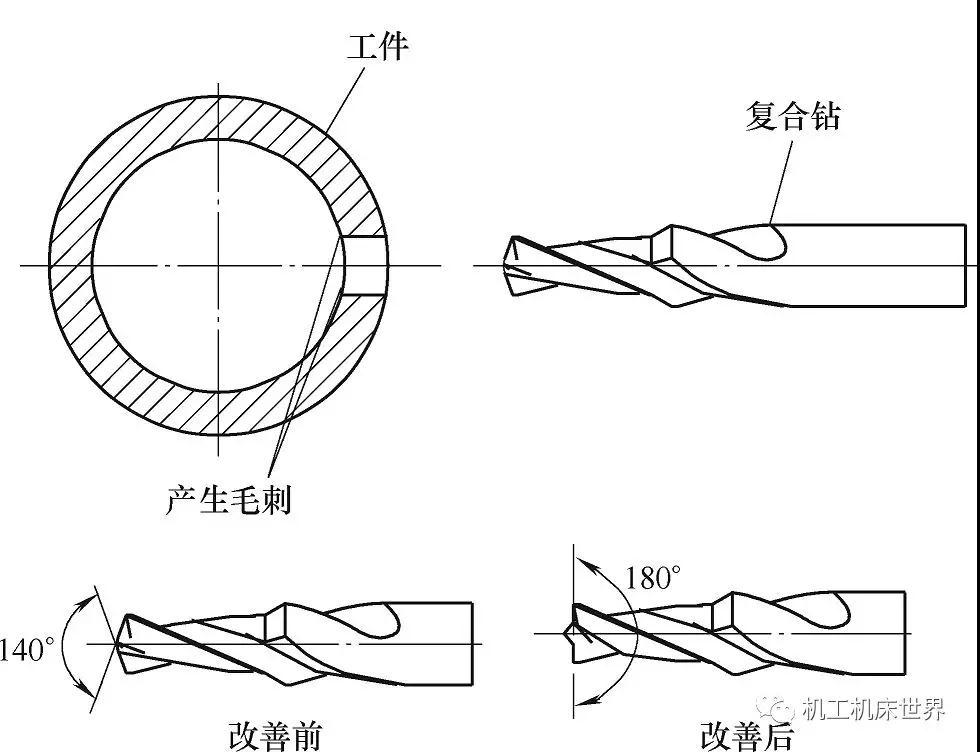
二、加工刀具的改善
零件在機械加工時所使用的切削刀具不可避免地會產生毛刺,通過改善刀具可減少毛刺的產生。如圖2所示,在加工徑向孔時,成形鉆加工完成后容易產生長度為2~3mm、厚度為0.1~0.3mm的毛刺,使用普通的去毛刺工具很難把毛刺去除干凈,同時反復去毛刺又容易劃傷內孔表面,造成工件報廢。經過反復試驗驗證,設計了鉆尖尾部為180°的成形鉆來加工圖示工件的徑向孔。改善后的刀具加工完成的工件,交叉孔處產生較小毛刺,用毛刷就能輕松去除,適用于大批量零件生產使用。
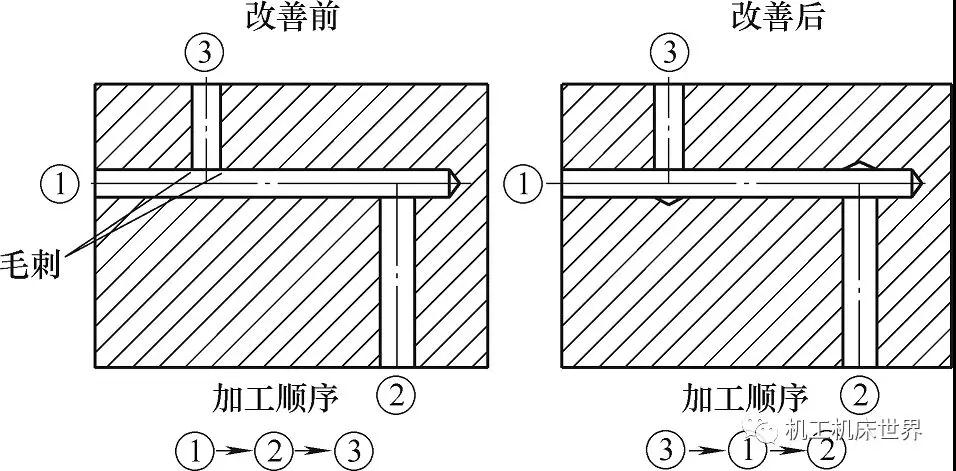
三、改善加工工藝
零件的加工工藝也是影響毛刺產生的很重要的因素,合理的加工工藝能減少毛刺的產生,例如一些交叉孔較多的閥體、閥塊等零件的加工,合理的孔加工順序能有效地減少毛刺的產生。如圖3所示,改善前的孔加工順序為①→②→③,在孔③加工完成后就容易在圖示位置產生毛刺,且較難去除,影響零件的質量。改善后的加工順序為③→①→②,先加工孔③,再加工孔①和孔②,就能有效地減少毛刺的產生。
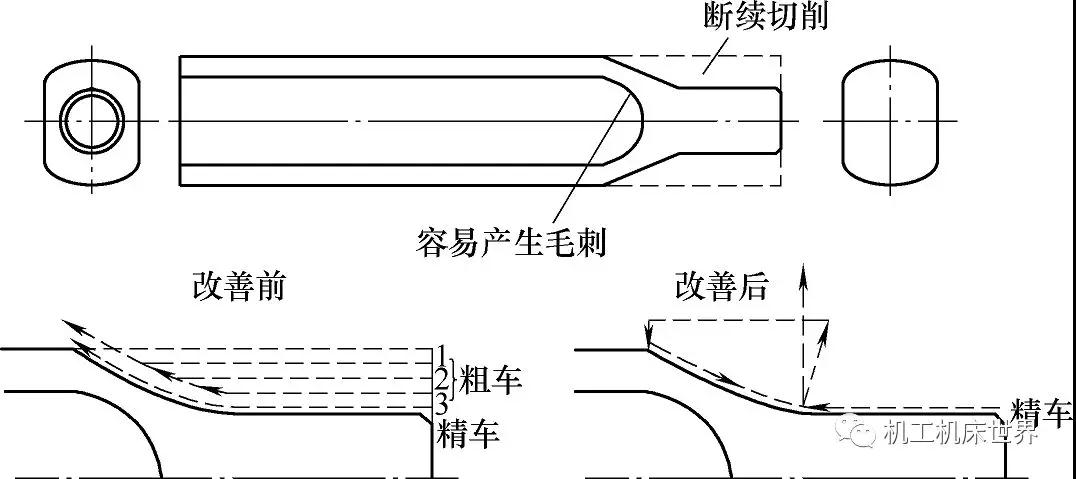
四、改善機械加工走刀方式
零件在切削加工過程中,合理的走刀方向能有效地控制毛刺的產生。如圖4所示,車削參數分別為:切削速度86~132m/min,進給量0.30~0.35mm/r,吃刀量0.8~2.0mm。由于車削工況為斷續車削,改善前的普通粗、精車削走刀方式容易在圖示位置產生長度為0.5~1.0mm的飛邊毛刺,需要專門增加去毛刺工序來去除毛刺。我們可以通過改變精車的走刀方式和精車余量來避免毛刺的產生,精車余量由改善前的0.8mm改為0.5mm,走刀路線如圖4所示。
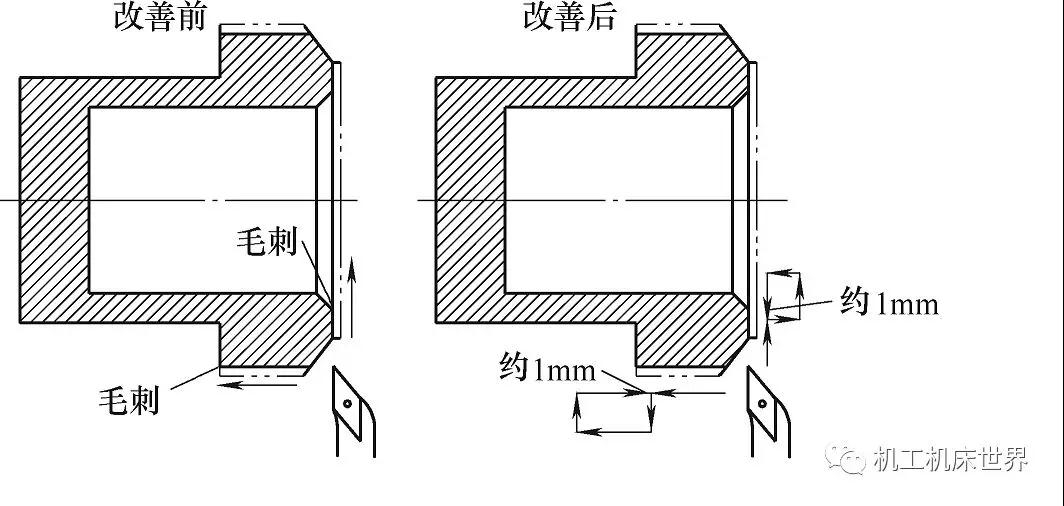
如圖5所示,車削參數分別為:主軸恒轉速,切削速度160m/min,進給量0.25mm/r,切削量0.5~2.0mm。改善前的走刀方式易造成在圖示位置產生毛刺,改善后更改蕞后1mm的切削方向,可避免產生毛刺,改善加工質量。
五、其他抑制毛刺產生的小技巧
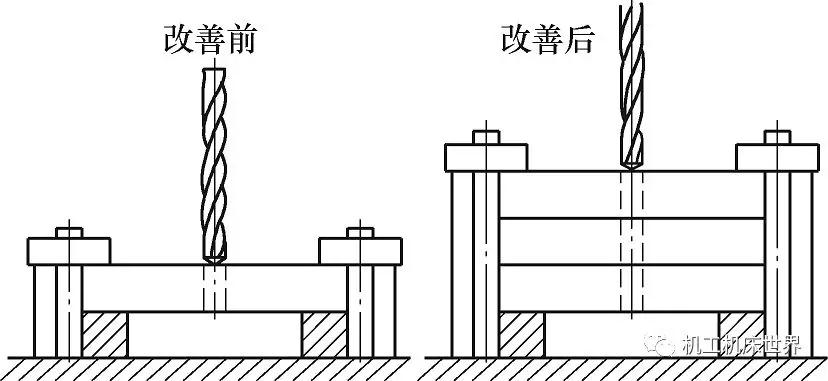
如圖6所示,當零件為批量生產時,可以通過工裝的改善,由一次加工一件改為一次加工三件。采用這種加工方式,上面兩個工件不會產生毛刺,僅蕞下面的工件會產生毛刺,只有蕞下面的工件需要去毛刺,大大提升了去毛刺的效率。
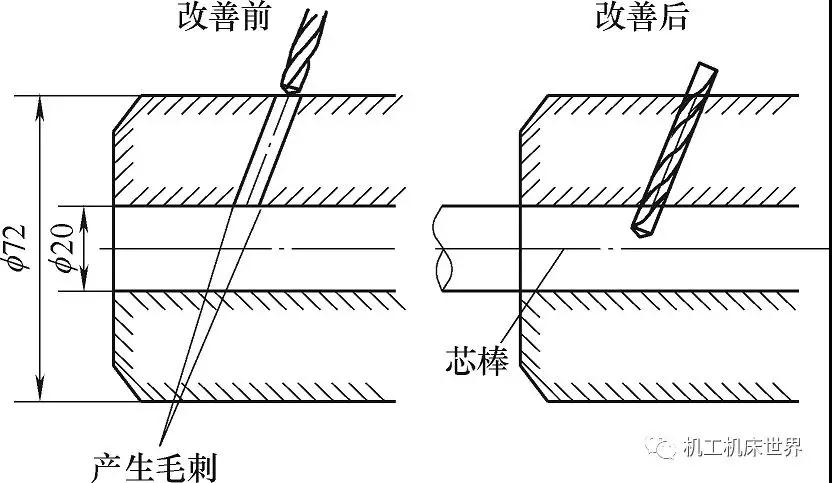
對于一些零星加工的單件,如圖7所示,在工件出口位置一定會出現毛刺,而且不容易去除。在加工圖示徑向斜孔時,增加輔助固定芯棒,加工完成后撤去輔助芯棒。由于輔助芯棒的存在而避免了在圖示位置產生毛刺,避免了毛刺存留、內孔壁劃傷的風險,保證了零件的加工質量。






同類文章排行
- 2019中秋佳節來臨之際,鼎亞精機全體員工祝廣大機床用戶及行業人士中
- 10多萬的小型加工中心在這里
- 鼎亞精機參加上海市品牌試點,全力打響上海“四大品牌”推動高質量
- 鼎亞精機聯合聯創世紀共同舉辦《大咖賦能聚合創富暨第九屆公司化運
- 數控立銑刀(鍵槽銑刀)的種類和用途
- 江西南昌加工中心1270交機完成,祝2019財源廣進,
- 2018鼎亞在鹽城機床展會取得圓滿成功!
- 高速加工中心加工時的毛刺去除秘訣
- 上海鼎亞加工中心驚艷中國國際工業博覽會
- 行業大咖現場教學,三分鐘搞定非標件裝夾